Packaging Machine Manufacturer Driving Global Efficiency
In today’s competitive industrial landscape, a reliable packaging machine manufacturer plays a crucial role in ensuring product safety, speed, and efficiency across global supply chains. From food and beverage industries to pharmaceuticals, cosmetics, chemicals, and logistics, advanced packaging automation has become a core requirement for scalable production.
A modern packaging machine manufacturer is no longer just a machine builder it is a technology partner delivering end-to-end automation solutions that improve productivity, reduce labor dependency, and ensure consistent packaging quality. With globalization expanding trade networks, the demand for certified, high-performance packaging systems has reached unprecedented levels.
This article explores the capabilities, technologies, benefits, and global supply advantages of working with a certified packaging machine manufacturer, while also highlighting key industry trends and optimization strategies for industrial buyers.
The Role of a Packaging Machine Manufacturer in Modern Industry
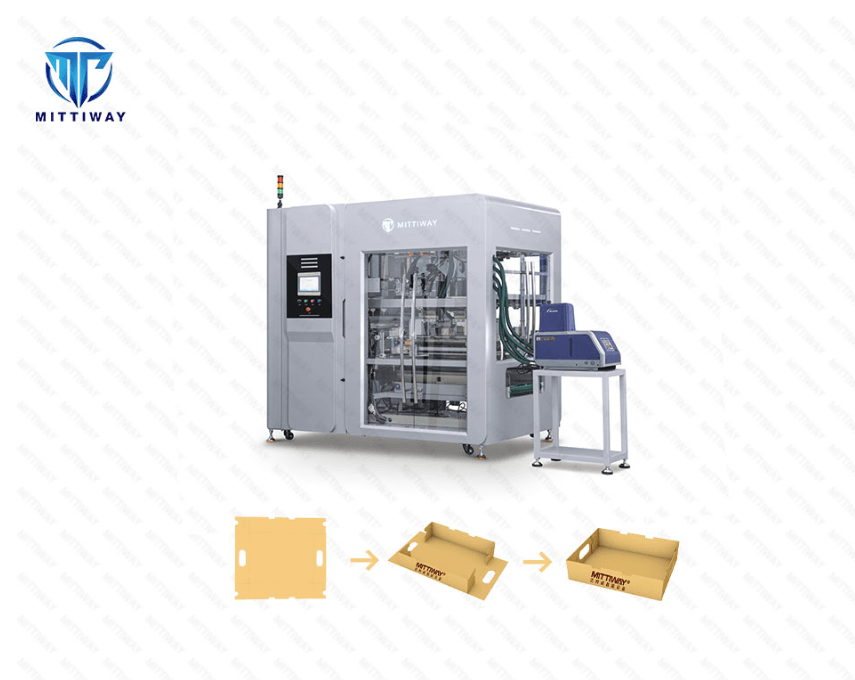
A professional packaging machine manufacturer designs and produces equipment that automates packaging processes such as filling, sealing, labeling, wrapping, cartoning, and palletizing. These machines are essential for maintaining consistency and efficiency in mass production environments.
Industries depend on packaging systems for:
- Maintaining product hygiene and safety
- Increasing production speed
- Reducing operational costs
- Ensuring compliance with international standards
- Enhancing product presentation and branding
A certified manufacturer integrates engineering precision with smart automation technologies such as PLC control systems, servo motors, IoT monitoring, and AI-based quality inspection.
Certified Packaging Machine Manufacturer and Global Standards
Certification is a key indicator of quality and trust in industrial machinery. A certified packaging machine manufacturer adheres to strict global standards such as:
- ISO 9001 Quality Management Systems
- CE Certification for European compliance
- GMP standards for pharmaceutical and food-grade machinery
- UL certification for electrical safety
These certifications ensure that every machine meets safety, durability, and performance benchmarks required by international markets.
A globally certified manufacturer also ensures:
- Consistent production quality
- Reduced machine failure rates
- Enhanced operational safety
- Longer equipment lifespan
Packaging Machine Manufacturer Technologies and Innovations
Modern packaging systems are powered by advanced technologies that improve precision and productivity. Leading manufacturers invest heavily in R&D to stay ahead of industry demands.
1. Automation and Robotics Integration
Robotic arms and automated conveyors are widely used in packaging lines for sorting, picking, and placing products with high accuracy.
2. Servo-Driven Systems
Servo motors provide high-speed, precise motion control, improving packaging accuracy and reducing waste.
3. Smart PLC Control Systems
Programmable Logic Controllers (PLC) allow centralized control of entire packaging lines, improving efficiency and monitoring.
4. IoT-Based Monitoring
Smart sensors track machine performance in real time, enabling predictive maintenance and minimizing downtime.
5. AI-Based Quality Inspection
AI systems detect packaging defects such as misalignment, leakage, or labeling errors before products reach the market.
These innovations position a packaging machine manufacturer as a vital contributor to Industry 4.0 transformation.
Packaging Machine Manufacturer Solutions for Different Industries
A professional manufacturer provides customized solutions tailored to specific industry requirements.
Food and Beverage Industry
Packaging machines are used for filling liquids, sealing snacks, vacuum packaging, and bottling beverages with hygiene compliance.
Pharmaceutical Industry
High-precision blister packaging, capsule filling, and sterile sealing systems ensure product safety and regulatory compliance.
Cosmetics Industry
Elegant and precise packaging solutions enhance branding and product presentation.
Chemical Industry
Heavy-duty machines are designed for safe handling of corrosive or hazardous materials.
Logistics and E-Commerce
Automated carton sealing, labeling, and shrink-wrapping systems optimize shipping efficiency.
A versatile packaging machine manufacturer ensures adaptability across all these sectors.
Packaging Machine Manufacturer and Global Supply Chain Advantage
Global supply capability is a defining factor for modern manufacturers. A leading packaging machine manufacturer supports international clients through:
- Global distribution networks
- On-site installation and training
- Remote technical support
- Spare parts availability worldwide
- Multilingual customer service
This ensures seamless integration of packaging systems into production lines regardless of geographical location.
International buyers prefer manufacturers with strong export experience because it guarantees faster delivery, reduced downtime, and better after-sales support.
Benefits of Working with a Packaging Machine Manufacturer
Partnering with a trusted manufacturer offers several strategic advantages:
1. Increased Production Efficiency
Automated systems significantly reduce manual labor while increasing output speed.
2. Cost Reduction
Lower labor requirements and reduced material waste lead to long-term cost savings.
3. Consistent Product Quality
Machines ensure uniform packaging, improving brand reliability.
4. Scalability
Manufacturers provide modular systems that grow with business needs.
5. Compliance Assurance
Certified machines meet international regulatory standards.
6. Long-Term Reliability
High-quality engineering ensures durability and reduced maintenance frequency.
These benefits make a packaging machine manufacturer an essential partner in industrial growth.
Packaging Machine Manufacturer Engineering Process
The manufacturing process involves several critical stages:
1. Requirement Analysis
Understanding client needs, product type, and production capacity.
2. Design and Engineering
Creating customized machine designs using CAD and simulation tools.
3. Component Selection
Choosing high-quality motors, sensors, and control systems.
4. Assembly and Testing
Machines are assembled and tested under real operating conditions.
5. Quality Inspection
Each unit undergoes strict quality control checks.
6. Installation and Training
On-site setup and operator training ensure smooth integration.
A certified packaging machine manufacturer follows this structured process to guarantee optimal performance.
See also: The Future of Bedbug Control: New Technologies
Packaging Machine Manufacturer and Sustainability Trends
Sustainability has become a major focus in industrial packaging. Manufacturers are now developing eco-friendly solutions such as:
- Energy-efficient motors
- Reduced material waste systems
- Recyclable packaging compatibility
- Low-carbon manufacturing processes
These innovations help industries reduce environmental impact while maintaining productivity.
A forward-thinking packaging machine manufacturer ensures compliance with global sustainability goals.
Packaging Machine Manufacturer Market Trends
The packaging industry is evolving rapidly due to technological advancements and consumer demand.
Key trends include:
- Increased automation adoption
- Smart factory integration
- Demand for flexible packaging systems
- Growth in e-commerce packaging solutions
- Rising need for hygiene-focused machinery
These trends indicate strong growth opportunities for certified manufacturers offering innovative solutions.
Choosing the Right Packaging Machine Manufacturer
Selecting the right partner is crucial for long-term success. Key factors to consider include:
- Certification and compliance standards
- Industry experience and expertise
- Customization capabilities
- After-sales service quality
- Global supply capabilities
- Technology integration level
A reliable packaging machine manufacturer should offer both technical excellence and strong customer support.
Packaging Machine Manufacturer and Digital Transformation
Digital transformation is reshaping industrial packaging. Smart machines now integrate with:
- ERP systems
- Cloud-based monitoring platforms
- Predictive analytics tools
- Real-time production dashboards
This connectivity enables businesses to optimize performance and reduce downtime.
A modern packaging machine manufacturer is at the forefront of this digital revolution.
Future Outlook of Packaging Machine Manufacturer Industry
The future of packaging machinery is driven by automation, AI, and sustainability. Over the next decade, we can expect:
- Fully autonomous packaging lines
- Greater use of machine learning for optimization
- Increased demand for customized packaging solutions
- Expansion of global manufacturing networks
- Enhanced focus on zero-waste production systems
Manufacturers that invest in innovation will lead the global market.
Conclusion
A certified packaging machine manufacturer is a critical partner in modern industrial production, delivering advanced automation solutions that improve efficiency, reduce costs, and ensure global compliance. As industries continue to evolve, the demand for intelligent, sustainable, and high-speed packaging systems will continue to grow.
Businesses that invest in advanced packaging technology gain a strong competitive advantage in global markets, ensuring long-term operational success and scalability.
FAQs:
1. What does a packaging machine manufacturer do?
A packaging machine manufacturer designs, produces, and supplies automated machines used for packaging products in industries such as food, pharmaceuticals, and cosmetics.
2. Why is certification important for packaging machine manufacturers?
Certification ensures machines meet international safety, quality, and performance standards, making them reliable for global use.
3. What industries use packaging machines?
Industries such as food and beverage, pharmaceuticals, cosmetics, chemicals, and logistics heavily rely on packaging automation systems.
4. How does automation improve packaging efficiency?
Automation increases speed, reduces human error, minimizes waste, and ensures consistent product quality.
5. What should I look for in a packaging machine manufacturer?
You should evaluate experience, certifications, technology level, customization options, and after-sales service support.
6. Are packaging machines customizable?
Yes, most modern manufacturers provide fully customizable solutions based on production requirements.
7. Do packaging machine manufacturers provide global support?
Leading manufacturers offer global installation, training, and technical support to ensure smooth operations worldwide.